上海医疗器械展精密加工设备与技术应用论坛热议: 为什么欧洲的模具都喜欢用热流道技术?
2022-08-23
01无流道凝料注射模具的概念
所谓无流道凝料模具即是在注射成型中,流道里的熔料始终保持热的流动状态。开模时只需取出固化的制品,而不产生流道凝料。与传统的注射模具相比,这是一种先进的注射模具技术,是塑料注塑成形工艺发展的一个热点方向。其最大特点是可提高材料的利用率,降低生产成本,保证制件成形质量。上海医疗器械展Medtec China塑膜成型服务与设备企业,包括英柯欧、摩瑞都、壹之璟、东莞市庚盈精密模具、江苏日成医疗科技、康程精密科技等也将在现场提供新型DF5系列-SBH10喷嘴加热器 、医疗行业用迷你干燥机、内镜配套耗材及维修配件、一次性使用硅胶导尿管&导尿包等。
热塑性塑料的无流道凝料注塑模具,是指模具中通过采用绝热或加热的方法,使从注塑机喷嘴到模具型腔浇口这一段流动通道中的塑料熔体始终保持熔融状态,并可连续注入模具型腔。
热固性塑料则是采用温流道注射模具,即通过控温使流道中的熔料保持在设定的温度内。
02无流道凝料模具技术的发展
无流道凝料模具也称热流道模具,热流道并非新技术,在热塑性塑料注射模具中的应用已经有30多年的历史。早在1940年,E.R.Knowles在美国就申请了热流道技术的专利。
据估计,目前在欧洲有1/4以上的注射模具应用了热流道技术,在美国也有1/6以上。在国外,热流道系统元件已系列化、商品化。有预测表明,热流道技术的应用比例将逐年增长。近几年,热流道技术还在不断的发展和完善。
在中国,上海医疗器械展Medtec China了解到热流道技术约在80年代以后才逐步有所应用,目前尚处于开发应用阶段。在注射模具中,其应用比例仅也为2%~3%左右。但发展前景很好,市场的潜在需求非常大。
热流道模具技术的发展有以下趋势:
1)开发研究各种新型喷嘴、热流道板及相关技术,以适应不同塑料和制品的要求。如防泄漏、耐磨、耐高温和热平衡等。
2)微型热喷嘴及加热元件与控温技术。
3)热流道系统的三维CAD及其模拟技术。
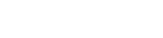
03无流道凝料模具的类型
(1)按塑料性能和流道热源方式分:
(2)热流道系统的基本结构:

(3)冷、热流道的分析比较:
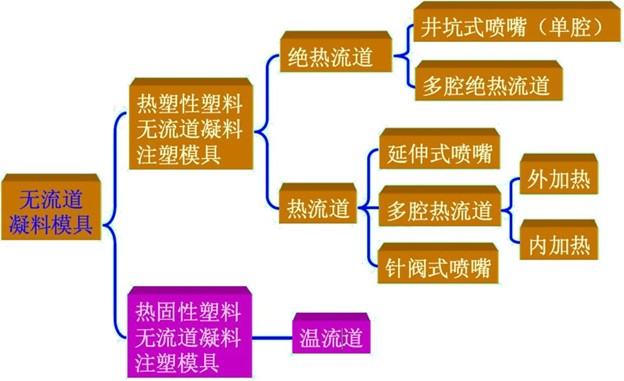
一模八腔应用实例
(a)传统的冷流道。
(b)热流道喷嘴取代主流道,省去主流道凝料。减少流道废料约40%,缩短成型周期约10%。
(c)热流道板加两个热喷嘴,缩小主流道体积。与图(a)比,减少流道凝料60%~70%。
(d)每腔均用热喷嘴,去除了冷流道。周期短,可成型薄壁件。模具成本高
上海医疗器械展Medtec China技术论坛B:医疗器械生产过程中的塑模成型技术,议题覆盖如何解决医疗器械塑料件的高精度成形问题、新冠疫情下发那科注塑机的解决方案、真空微波干燥如何助力医疗器械塑料件的精密成型、塑料注射成型智能技术及应用等,点击快速预登记。
04无流道凝料注射模具的特点
1. 使用无流道凝料注射模具的益处
1)不用三板式模具,同样可以采用点浇口进料;简化了模具结构,降低了对注射机开模行程的要求。2)节省原材料;避免了流道凝料回收、破碎再利用的工序和费用。3)流道中熔体始终处于熔融状态,流动阻力小,有利于充模和保压力的传递,改善制品表面质量和力学性能。可实现多点浇口、多腔模具及大型、薄壁、长流程制的成型。4)没有冷却和取出流道凝料的时间,缩短成形周期;易于自动化生产。5)流道中压力损失小,降低了所需的充模压力,使注射机的锁模力减小。没有浇注系统凝料,减少了注射量,可充分发挥注射机的能力。6)可用针阀式浇口,控制浇口封闭时间,保证制品成型质量。
2. 使用无流道凝料注射模具的限制
1)模具结构复杂,制造费用高,维护保养较困难;热流道系统易出故障,运行成本高。不适宜小批量生产。
2)初始生产准备时间长,模具调试要求高。
3)不适宜热敏性和流动性差的塑料及成型周期长的塑件成形。
4)流道板易产生热膨胀,对熔体泄漏及加热元件的故障较敏感。
5)温度控制要求严格,需精密的温度控制元件及系统。
3. 无流道凝料注射模具适用的塑料材料
1)熔融温度范围宽,粘度变化小,热稳定性好。(高温不易分解,低温流动性好)2)熔体粘度对压力敏感。不施压不流动,较低压力就可流动。3)塑料的比热容低,易于熔融和固化。4)塑料的热变形温度高,制品能迅速从模具中脱模。理论上几乎所有的热塑性塑料都可以采用无流道注射成型。目前应用最多的是:PE、PP、PS和ABS等材料。
来源: 模具信息