激光焊接医疗设备所面临的挑战
2021-05-17
激光塑料焊接对大多数医疗设备而言,是比较理想的粘合方案。激光塑料焊接快速、清洁、精确,但是有限的可焊接的塑料颜色组合,为医疗设备的工程和制造带来了挑战。本文将进一步探索激光和材料技术新的可能性,拓宽可焊接塑料的颜色组合,包括白色和透明塑料的焊接,因为这两种颜色塑料的焊接,应用范围广,但焊接难度大。
激光塑料焊接中的透射和吸收特性
在介绍焊接不同颜色的塑料采用的方法和面临的具体挑战之前,有必要先了解激光塑料焊接的工作原理。本文将介绍激光塑料焊接的两种主要形式:1μm或激光透射焊接,以及2μm或透明塑料激光焊接。
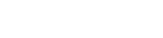
1μm和2μm指的是所用激光的波长,以及不同波长如何与塑料相互作用并加热塑料来实现粘合。图1中展示了这两种焊接方式的工作原理。
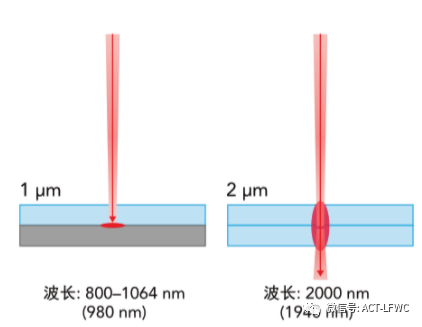 图1:1μm和2μm激光焊接塑料工艺原理对比图。
图1:1μm和2μm激光焊接塑料工艺原理对比图。
1μm焊接原理
在1μm或激光透射焊接中,需要上层塑料能够透过激光,而下层塑料能够吸收激光能量。激光穿透上层(透射层),然后被下层(吸收层)吸收。因为上下层之间紧密接触,下层吸收的热量可以传递到上层。
对于上部的透光层,大多数热塑性塑料在自然状态下对800~1064nm的激光波长是完全或部分透光的;而对于下部的吸收层,一般通过在塑料中添加碳黑来实现高吸收性能。碳黑是一种有机化合物,很容易吸收激光能量,但是在塑料中添加碳黑会使塑料呈现黑色,这往往不是医疗公司所希望的。
2μm焊接原理
2μm焊接或透明塑料激光焊接,其目标是在没有吸收添加剂或吸收层的条件下,实现两块透明塑料的焊接。
对于透明塑料间的激光焊接,透明塑料需要吸收激光能量,以达到融化温度。由于没有像碳黑这样的吸收添加剂来吸收激光能量,所以就要使用能量可以被透明塑料部分吸收的更长波长的激光来焊接。
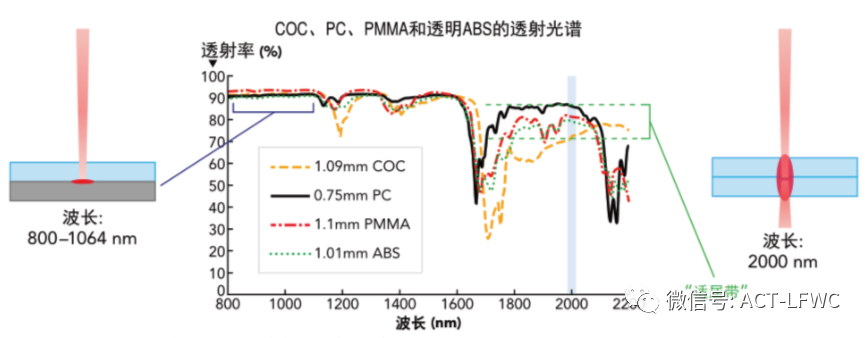 图2:不同激光波长在热塑性塑料中的透射光谱图。
图2:不同激光波长在热塑性塑料中的透射光谱图。
1μm激光塑料焊接对应的颜色组合
对于1μm激光透射焊接,自然色或透明的塑料与黑色塑料的组合,是最容易焊接的。此外,1μm激光也能焊接多种颜色组合。图3给出了不同颜色组合的塑料焊接的难易程度。下面我们将探讨不同颜色的塑料组合导致激光焊接难度不同的原因及解决方法。
 图3:不同颜色组合的激光塑料焊接难度图。
图3:不同颜色组合的激光塑料焊接难度图。
自然色与黑色组合
对于1μm激光透射焊接,最简单的是自然色与黑色组合。自然色的塑料位于上层,呈光学透明状态,其对激光的透过率很高,而下层的黑色塑料由于掺入了炭黑,因此吸光率很高。因此,这两种颜色的塑料焊接具有加工周期快、成本低、加工窗口宽等优势。
黑色与黑色组合
令人意外的是,黑色-黑色组合的塑料,实际上非常容易焊接(见图4)。在这种颜色组合中,下层塑料掺杂了碳黑,提高其吸收率,并使其颜色呈黑色。而上层塑料掺杂了一种非常深的红色或绿色染料。彩色染料非常暗,看起来呈黑色,但仍然允许部分激光透射到下层。
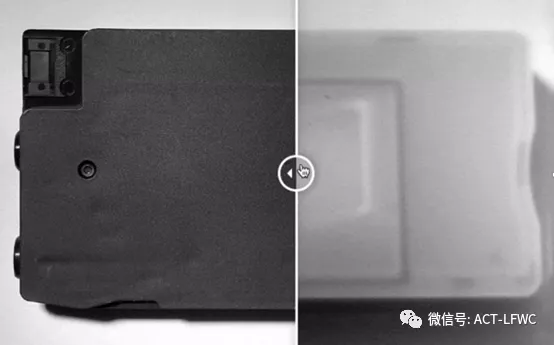 图4:可见光相机(左)和红外相机(右)拍摄的黑色-黑色组合的塑料焊接效果图,其中上层黑色塑料透射部分激光,下层塑料吸收激光能量。
图4:可见光相机(左)和红外相机(右)拍摄的黑色-黑色组合的塑料焊接效果图,其中上层黑色塑料透射部分激光,下层塑料吸收激光能量。
彩色与黑色组合
由图3不同颜色组合的塑料焊接难度图可知,比自然色-黑色、黑色-黑色组合更难焊接的,是彩色与黑色的组合(见图5)。
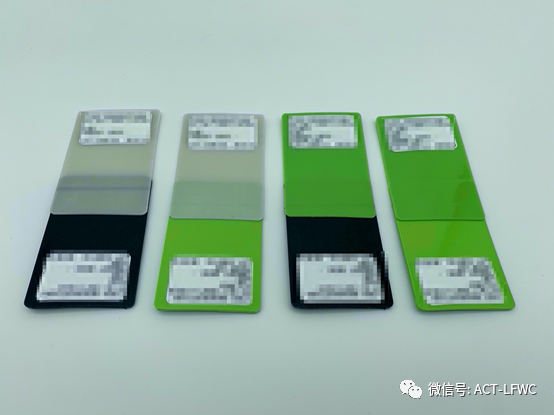 图5:激光焊接的不同颜色组合的塑料样品图。
图5:激光焊接的不同颜色组合的塑料样品图。
上层塑料的彩色是用无机染料掺入在塑料里实现的,染料本身不吸收激光能量,因此能让激光穿透上层直达下层黑色塑料。许多塑料染料都能实现各种颜色,但是生产彩色塑料的厂商一般还是需要与专家合作,以达到完美的颜色呈现。
不同彩色塑料的组合
如前面两个例子所述,用彩色塑料作为可透光的上层非常简单,只要将彩色染料掺杂到塑料里就可以,因为彩色染料依然允许激光穿透。而不同彩色塑料的焊接难点在于,下层彩色塑料不能再掺入吸收性能良好的炭黑,否则下层彩色塑料就会变成黑色。
为了使下层塑料有颜色且吸收性能较好,必须使用特殊的激光吸收添加剂。这些特殊的吸收添加剂虽然吸收率不如碳黑,吸收损耗大,会延长加工周期,并且会使塑料呈现轻微的绿色或灰色,但是能保证吸收部分激光能量,确保彩色塑料能够成功焊接到一起。
同种彩色组合
相同颜色的彩色塑料间的焊接,其难点在于要在下层塑料里掺入吸收添加剂,这会使塑料呈现轻微的绿色或灰色色调。考虑到掺入吸收添加剂引起的颜色差异,因此要使上下层塑料颜色保持完全一样,就变得非常困难(见图6)。
 图6:相同颜色的彩色塑料激光焊接样品图。
图6:相同颜色的彩色塑料激光焊接样品图。
值得注意的是,虽然许多激光吸收添加剂具有生物相容性,但是一些医疗设备对生物相容性要求较高,或者需要特殊的荧光特性,因此仍然需要对这些医疗设备进行额外的审查。
自然色与白色组合
自然色与白色塑料的焊接,上层自然色的塑料因为有较高的激光透过率,因此不用担心。难点来于下层的白色塑料。
要使塑料呈现白色,需要掺入二氧化钛(TiO2),而TiO2会反射激光,导致白色塑料很难吸收激光能量。因此,需要在下层的白色塑料中添加特殊的激光吸收添加剂,以克服TiO2的反射性能。
掺入吸收添加剂后,塑料虽然整体呈现白色,但是仍然对颜色有影响。要想使白色更明显,那就需要多掺TiO2,少掺吸收添加剂,这就会提高白色塑料的反射率,使激光加工窗口变窄。纯白色塑料固然非常好,但是其在设计时面临多重限制,比如要保证白色塑料能够吸收激光能量,由于其吸收激光能量较弱,也会延长加工周期。
白色与白色组合
激光塑料焊接最难实现的颜色组合是白色与白色。在这种情况下,要同时计算上下两层白色塑料中TiO2的反射率,因为上层塑料中的TiO2会反射部分激光能量,降低透射率。
为了使上层塑料保持一定的透射率,添加的TiO2的量必须足够小。这就很难使上下层颜色保持一致。一般而言,要想实现白色与白色塑料的焊接,上层塑料越薄越好,厚度最好在几毫米以下(见图7)。
 图7:白色塑料激光焊接样品图。
图7:白色塑料激光焊接样品图。
透明或彩色与灰色组合
透明或彩色塑料与灰色塑料的焊接虽然没有在图3中展示,但是这种组合却非常值得一提,其焊接难度处于中等水平。
在塑料中掺入碳黑(黑色)和TiO2(白色),二者达到平衡产生灰色。碳黑含量越高,TiO2含量越低,灰色就越深,吸收率就越高,有利于焊接。碳黑含量越低,TiO2含量越高,灰色就越浅,吸收率就越低,激光焊接窗口就越窄。
2μm激光实现透明塑料间的焊接
大多数情况下,实现透明塑料焊接的最佳方法,是用2μm激光焊接(见图8)。由于不需要掺入添加剂,这就为医疗设备公司解决了诸多难题,包括材料的生物相容性、荧光特性、光学外观以及美学性质等。此外,因为没有添加剂掺入,塑料价格也会更便宜,因为上下两层塑料可以完全相同,可以使用集成塑模方法实现生产。
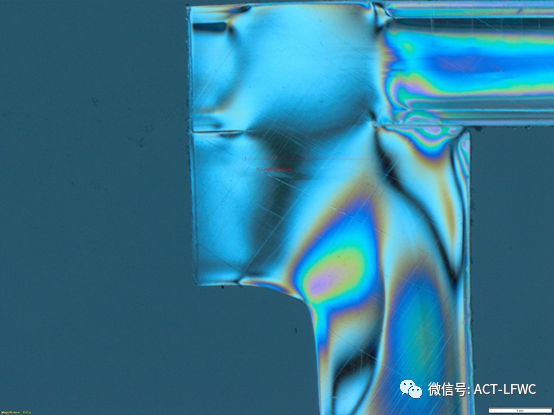 图8:2μm激光焊接两层透明聚碳酸酯的截面图。
图8:2μm激光焊接两层透明聚碳酸酯的截面图。
然而,值得注意的是,2μm激光塑料焊接要考虑一些特殊的设计,因此与1μm焊接工艺有很大的差异。以下是2μm激光塑料焊接的具体要求:
• 上层厚度不应超过3.5mm(取决于塑料类型);
• 下层塑料只要求有一定的透射率,不要求完全透明,可以是有色或半透明;
• 不建议用玻璃填充上层塑料;
• 由于在大多数情况下,透明塑料中需要加入一部分玻璃成分,因此对焊接的夹具有一定要求。虽然说玻璃并非完全不能加工,但是要使掺入玻璃的塑料实现弯曲功能,其难度还是非常大。
1μm激光实现透明塑料间的焊接
当然,1μm激光也可以焊接透明塑料。只不过需要在塑料中掺入吸收添加剂,或在接合界面上使用吸收添加剂的液体溶液(类如添加剂的酒精溶液)来实现。具体方法如下:
• 在塑料中掺入吸收添加剂(见图9),这是实现1μm激光焊接透明塑料的最有效方法。掺入吸收添加剂,塑料会更容易和持续地吸收激光能量,但这也增加了成本,因为吸收添加剂需要掺入整块塑料中,而不仅仅是掺在塑料的接合界面处。此外,这些添加剂虽然是半透明的,但并不完全透明,会给塑料添加绿色或灰色色调。
• 在两块塑料的接合界面上加入吸收添加剂,这是保持1μm激光焊接光学透明度的唯一方法。吸收添加剂置于接合界面的下层表面。虽然液体溶液呈现绿色或灰色,但在激光焊接时会完全耗尽,如果工艺得当,焊缝会非常清晰。
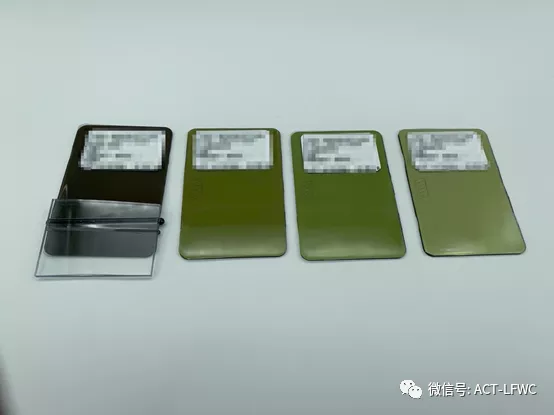 图9:掺有不同浓度吸收添加剂(视觉透明)的塑料样品图。
图9:掺有不同浓度吸收添加剂(视觉透明)的塑料样品图。
然而,在两块塑料的接合界面上加入吸收添加剂,也存在一些难以克服的缺点,包括:(1)吸收添加剂溶液必须均匀地铺展在两块塑料的接合界面上,需要用到移印工艺或水雾喷嘴,增加了制造过程的复杂性。(2)吸收添加剂溶液通常在单次激光辐照后就耗尽了,这意味着只能进行一次激光照射,焊接只能在不需要塌陷的搭接处进行。
总结
自20世纪70年代激光塑料焊接技术问世以来,各种颜色组合的塑料焊接已经发展了很长时间。由于材料科学和激光技术的进步,医疗设备公司充分利用了激光塑料焊接的优势,他们的焊接选择也不再仅仅局限于自然色-黑色塑料的焊接。
虽然某些颜色组合可能会增加焊接难度,但现在几乎每种颜色组合都已成功实现了焊接,并将规划投入量产。不同颜色组合的塑料焊接方法,有者细微差别和其局限性,所以建议医疗器械公司应咨询专家,获取激光塑料焊接关于材料和颜色的设计建议。
文章来源:ACT激光聚汇