如何计算金属3D打印零件的理想工艺参数 -下篇
2019-12-30
粉末床激光熔化(LPBF)是一种多用途的增材制造工艺,可直接从CAD文件生产出复杂的金属零件,无需昂贵的模具, 并且能够最大程度减少材料浪费。选择用于熔融和固化金属粉末的工艺参数至关重要,因为合金的热反应会影响其完整性和强度。正确选择适合所加工材料和特定零件的参数是加工成功的关键,尤其是在批量生产应用中。
雷尼绍(Renishaw)增材制造应用总监Marc Saunders 阐释了如何计算金属增材制造 (AM) 零件的理想工艺参数,探讨了粉末床激光熔化工艺参数选择的考量因素,以及这些因素如何定义“操作窗口”,并分析了加工过程对零件几何形状变化的灵敏性,这也是在进行零件3D打印时需要针对具体应用选择特定参数的原因。
本期,将分享本文的下篇,包括:固化与微观结构,最优激光工艺,扫描线距离,层厚,为什么需要安全系数,标称和特定参数集。
最优激光工艺
固化与微观结构
对于金属零件的性能特征形成而言,最关键的是固化过程。固化过程决定微观结构,进而形成材料特性。
许多合金很复杂,可能在不同的温度和构成下以多相形式存在,因此不会一次全部固化,而且通常也不会在焊道内均匀固化。在容易散热的位置冷却速度非常快,并且大部分热量会从熔池中传导到周围的固态金属中。而相对较少的热量会散发到附近的未熔融粉末中, 或者通过辐射散发到加工舱中。
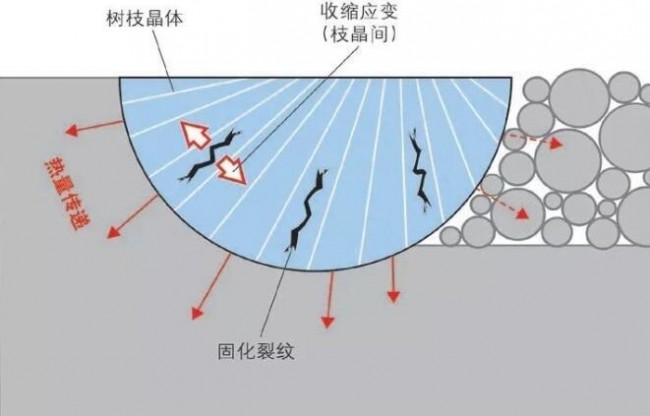
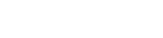
图9 冷却的树枝晶体在“糊状”区域发生应变,产生固化裂纹。来源:雷尼绍
随着熔融金属冷却下来,熔池外部区域的温度也下降到液相线温度以下,这时合金的一个或多个相将开始固化。熔池的外边缘会形成蜂窝状树枝晶体,并向中心生长。残余的液相滞留在这些初级树枝晶体之间,在达到其更低的熔点时才会固化。对向的蜂窝状树枝晶体生长前沿形成了单独的晶界,剩余的液相也会在晶界中聚集。
冷却过程会在这些蜂窝状和晶界区域施加应变, 通过某些材料中的“热撕裂”或固化裂纹过程,可能会产生不应该存在的孔隙。如果不同相的固化温度差异很大,就会出现最糟糕的情况。
正如所见,熔池的尺寸、持续时间和冷却速度很重要,因为这些因素决定材料的热反应。持续时间较长的熔池冷却速度较慢,会产生比较粗糙的微观结构,晶粒更大,树枝晶更厚。相比之下,较小的熔池冷却速度较快,可形成较为精细的微观结构。
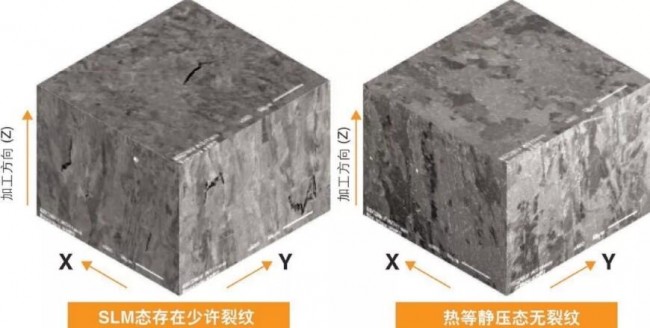
图10 选区激光熔化(SLM)态镍基合金中形成的柱状晶粒(左)
从图中可以看出细长晶粒沿加工方向排列,而且跨越多层。此外,还有一些固化裂纹和晶界裂纹。序后热处理可以闭合这类孔隙,而且还可以修改微观结构以产生更多的等轴晶粒,从而形成更标准的材料属性。来源:雷尼绍
较深的熔池也会导致已固化的金属发生更大程度的重熔,进而影响其微观结构。较高的激光功率会导致形成更长的柱状垂直晶粒,每个晶粒都跨越多层。由于较深的熔池与下方的金属固体有较大的接触面积,因此更多的热量向下传导,导致在垂直方向上形成更多晶粒。这会造成垂直与平行加工方向的机械特性差异加大。
最优激光工艺
因此,雷尼绍团队决定计算出一种理想的速度和功率组合,以形成深度、宽度和持续时间最优的熔池。也就是说,以最优能量加工零件。找到正确的组合,即可降低孔隙率,形成满足材料特性和生产力要求的微观结构。
一种办法是计算“能量密度”,即施加到单位体积材料上的能量。能量密度恒定时,激光功率和扫描速度成反比。因此,在P-V坐标系中,能量密度轮廓线从原点辐射,同时密度与轮廓线的梯度相关。
图11 X即为这种材料的最佳加工点。来源:雷尼绍
针对所选择的材料和层厚,存在一个最佳能量密度,这个密度能够实现最高的加工效率和最准确的微观结构。在选择工艺参数时,我们希望在增材制造设备的激光和聚焦光学组件的能力范围内,尽可能远离边界避免冒险进入球化区间。从而实现最优的材料特性和生产力。在图11中,“X”即为最佳加工点。
扫描线距离
上文的分析中缺少一个关键因素:扫描线距离。上文的示意图中假定扫描线距离是固定的,因此能量密度仅由激光功率和扫描速度决定。

图12 能量密度公式。来源:雷尼绍
事实上,扫描线距离可以独立于功率和速度而变化,而且还会影响能量密度。因此,通过改变扫描线距离可以沿多条P-V轮廓线保持相同的能量密度。因而可以通过许多不同的方式施加相同的能量到加工层上。
下图中橙色箭头所示的所有三个轮廓线具有相同的能量密度。例如,如果采用较高的功率/速度比(即我们选择更接近深孔形成区的较陡的轮廓线),则可以通过增加扫描线间距来保持能量密度恒定。这样是可行的,因为如果用穿透性更强的激光束形成更宽、更深的熔池,那么可以在确保所有扫描线彼此相融的前提下, 增加扫描线之间的间距。
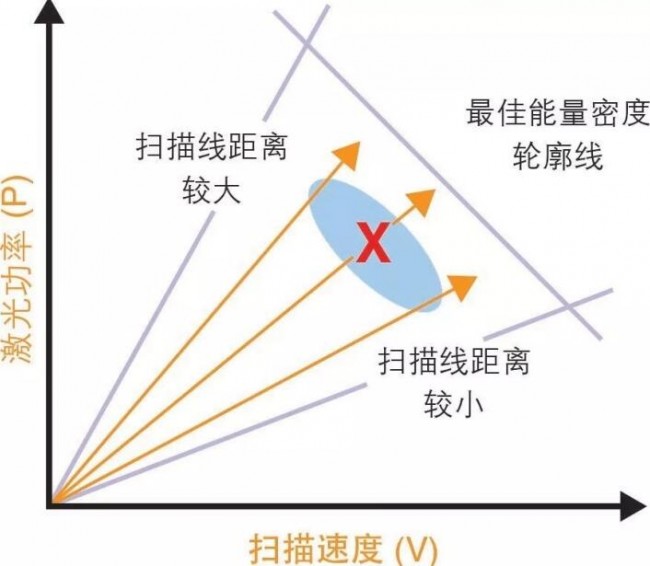 图13 扫描线距离对熔融工艺结果的影响。来源:雷尼绍
图13 扫描线距离对熔融工艺结果的影响。来源:雷尼绍
但是,由于上文上述的原因,这样做会导致材料特性变差。越靠近深孔形成区,工艺安全系数就越低,因此这些参数可能不适用于某些几何形状。所以必须选择一个能够达到中央P-V轮廓线的扫描线距离,该轮廓线应远离熔融不足和深孔形成区间。
上图中蓝色区域中的参数组合应能实现合格的工艺结果,但是“X”是最理想的加工点。由于来自激光光束的大部分能量都被吸收在熔融轨道中心的激光光斑内,因此,一般来说,与光斑尺寸(或熔融轨道宽度的一半左右)最相近的扫描线距离的加工效率最优。
层厚
在上文讨论的情形中,层厚是固定的。如果改变层厚又会如何?如果对表面光洁度要求不高,是否可以增加层厚以提高加工效率?
在一定程度上,答案是肯定的。显然,粉末层越厚就要求激光能量渗透更深,才能确保与下方的金属层完全融合。为了获得最优的能量输入以完全熔融材料, 随着层厚增加,必须相应增加每层的能量输入。如此一来,能量密度轮廓线变得更加陡峭。
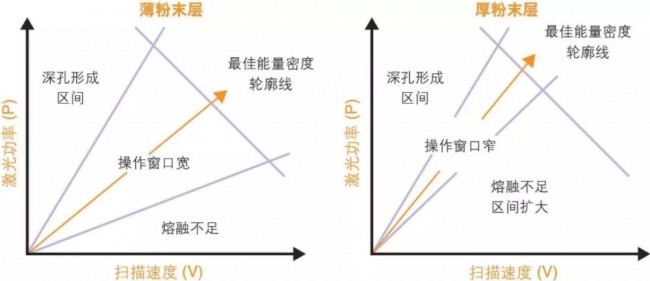
图14 层厚与操作窗口大小成反比。来源:雷尼绍
层厚增加会扩大图14上的“熔融不足”区间,从而缩小其与深孔形成区间之间的间隙。深孔形成区间本身可能不会随层厚出现很大变化,因为这种效应由激光光斑的强度和速度以及激光光斑与材料的相互作用方式控制。
因而,操作窗口逐渐变小,最终在某个层厚上,在保持熔池稳定并且与下方的金属层充分融合的同时,无法渗透足够的深度。
能够提供合理的操作窗口的可行层厚因材料而异, 但是一般来说,当激光功率达到500 W,光斑直径为70 至100微米时,可行层厚范围为30至90微米。
针对较厚的粉末层,可以相应地增加光斑尺寸,以降低较高激光功率下的光斑强度。然而,这种变化会导致保真度损失,熔池尺寸和飞溅物增加,并且还可能影响微观结构和材料特性。
为什么需要安全系数?
需要较宽的操作窗口的原因是,加工件上所有区域的热条件并不总是恒定的。每增加一层,热量就会向下传导到下方已加工的金属层中。热量散发情况取决于零件的局部几何形状和材料特性。
如果与下方的基板之间有良好的导热连接,那么热量将有效消散。相比之下,如果零件的几何形状包含薄壁,或者如果在较薄的部分上方直接加工实体部分,那么热量将无法顺利向下传导,导致较多的热量余留在零件最顶层附近。这种效应在导热率相对较低的材料(例如Ti6Al4V)中最为明显。参见图15a。
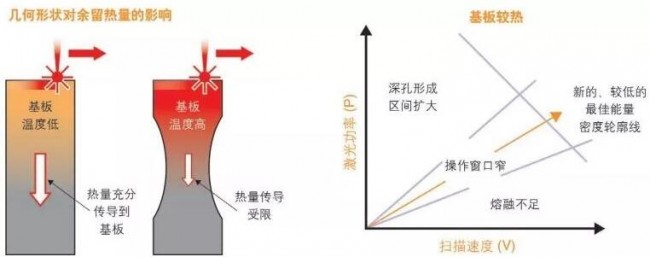
图15 a几何形状对余留热量的影响;b 余留热量使操作窗口变窄。来源:雷尼绍
在这种条件下,基板和粉末已被预热,因此只需要较少的能量输入即可产生相同的熔融效果。这种预热对熔融过程的影响是,扩大了深孔形成区间,导致以更低的功率便会形成深孔孔隙。新的最佳能量密度轮廓线比原来的更低,而且操作窗口更窄。参见图15b。
一种可能的补救措施是,使用模拟技术来确定零件可能过热的区域,并减少在这些区域中输入的激光能量,以抵消这种预热效应。
将这一点与上文所说的层厚因素相结合得出的结论是:采用厚粉末层加工薄壁零件的难度很大。
标称和特定参数集
上文关注的重点是计算每种材料的理想实体工艺参数,从而尽最大可能提高金属零件的加工效率。但是,一个有效的参数集需要不只一种设置,因为零件的不同区域存在不同的熔融和冷却条件。为制成满足最终用途的零件,必须在实体参数中补充适合所加工的各种几何形状的专门设置。
每个零件都由许多实体部分和不同方向的表面组成。实体部分的加工要求是密度高、加工速度快、材料特性优。然而,边界部分的优先考虑因素有所不同。这部分最重视的可能是表面光洁度,以避免隐藏表面缺陷,进而导致零件在序后处理期间发生损坏。下表面一般冷却较慢,因为它的下方没有固体基板,因此在这个区域,需要尽量避免变形和浮渣。
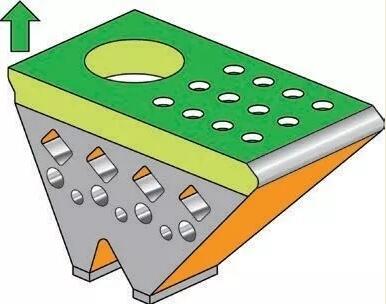
图16 实体边界、上表面和下表面通常需要与零件实体不同的参数。来源:雷尼绍
通常在这些区域需要运用截然不同的参数,因此, 即使标称参数集中也包含针对零件不同区域的多种设置和扫描策略。为确保零件的所有区域都达到最优质量, 需要开发更多应用特定参数。
总结
工艺参数选择对于增材制造加工成功至关重要,因为它决定了材料将如何熔融和固化以形成我们需要的零件。由于每种合金粉末都以不同的方式吸收激光能量、传递热量、流动并固化,因此必须针对待熔合金的具体特性来选择工艺参数。
必须在增材制造设备的能力范围内确定一个宽操作窗口,并在窗口中间找到最优加工点,而且这个点的安全余量应能够适应各种局部熔融条件。即使如此,某些几何形状可能仍需要修改参数方可适应余留热量的变化。边界和下表面区域也可能需要不同的工艺参数和扫描策略,才能满足表面光洁度要求。
来源:3D科学谷