19种塑料成型工艺介绍,请收好!
2019-12-10
塑料成型加工是一门工程技术,所涉及的内容是将塑料转变为塑料制品的各种工艺。在转变过程中常会发生以下一种或几种情况,如聚合物的流变以及物理、化学性能的变化等。
本文整合了塑料成型加工方法,供大家系统学习!
1、注射成型—注塑
注射成型(注塑)是使热塑性或热固性模塑料先在加热料筒中均匀塑化,而后由柱塞或移动螺杆推挤到闭合模具的模腔中经冷却固化成型的一种方法。
注射成型的成型周期短(几秒到几分钟),成型制品质量可由几克到几十千克,能一次成型外形复杂、尺寸精确、带有金属或非金属嵌件的模塑品。因此,该方法适应性强,生产效率高,可大批量生产。
注射成型几乎适用于所有的热塑性塑料。典型产品:汽车塑料部件,消费电子产品塑料外壳等。
2.挤出成型—挤塑
挤出成型也称挤压模塑或挤塑,它是在挤出机中通过加热、加压而使物料以流动状态连续通过特定形状的口模成型产品的方法。
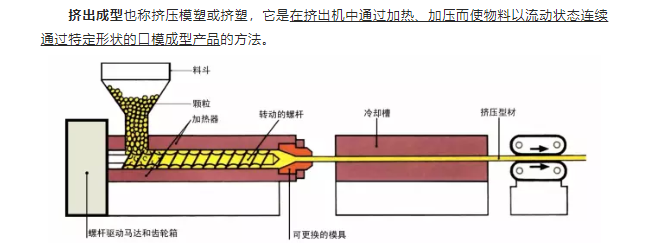
挤出法主要用于热塑性塑料的成型,也可用于某些热固性塑料。挤出制品都是连续的型材,如管、棒、丝、板、薄膜、电线电缆包覆层等。还用于塑料的混合、塑化造粒、着色、掺合等。
3.吹塑成型
吹塑成型是指借气体压力使闭合在模具中的热型坯吹胀成为中空制品,或管型坯无模吹胀成管膜的一种方法。该方法主要用于各种包装容器和管式膜的制造。凡是熔体指数为0.04 ~ 1.12的都是比较优良的中空吹塑材料 。
典型产品:化学产品容器包装,消费品容器包装,药品容器包装
图:吹塑成型原理
4.吸塑成型
利用吸塑机,通电于吸塑模上的发热片将塑料膜及吸塑机上的吸塑油加热,在短时间内达到溶化,同时经高压压,保压,冷却而完成吸塑工序。在这工作过程,加热与加压是同步进行。常用材料PVC,多用于包装。典型产品:塑料薄片包装,一次性塑料饭盒,航空航天内饰等
5.压缩模塑(模压)
模压成型又称压缩模塑,是热固性塑料和增强塑料成型的主要方法。其工艺过程是将原料在已加热到指定温度的模具中加压,使原料熔融流动并均匀地充满模腔,在加热和加压的条件下经过一定的时间,使原料形成制品。
图:模压成型原理
6.压延成型
压延成型将热塑性塑料通过一系列加热的压辊,而使其在挤压和展延作用下连结成为薄膜或片材的一种成型方法。
压廷产品有薄膜、片材、人造革和其它涂层制品等。压延成型所采用的原材料主要是聚氯乙烯、纤维素、改性聚苯乙烯等。压延设备包括压延机和其它辅机。压延机通常以辊筒数目及其排列方式分类。根据辊筒数目不同,压延机有双辊、三辊、四辊、五辊、甚至六辊,以三辊或四辊压延机用得最多。
图:压延成型
7.发泡成型
发泡成型是使塑料产生微孔结构的过程。几乎所有的热固性和热塑性塑料都能制成泡沫塑料,常用的树脂有聚苯乙烯、聚氨酯、聚氯乙烯、聚乙烯、脲甲醛、酚醛等。按照泡孔结构可将泡沫塑料分为两类,若绝大多数气孔是互相连通的,则称为开孔泡沫塑料;如果绝大多数气孔是互相分隔的,则称为闭孔泡沫塑料。开孔或闭孔的泡沫结构是由制造方法所决定的。发泡方法有化学发泡、物理发泡和机械发泡等。
微发泡(Mucell)成型
利用N2或CO2具有低超临界压力与温度的本质,以超临界状态注入料管中,藉由扩散性佳的超临界流体扩散效应及螺杆混炼,超临界流体与熔融塑料混合成均匀单相体,混体在射出过程中因瞬间高压降导致超临界流体在模内成核而长成均匀微细气泡,塑料经模具冷却固化将气泡包于塑料内,达到微发泡的效果。包括四个过程:气泡溶解Gas dissolution;成核Nucleation;气泡成长Cell growth;成型Shaping。
图:微发泡射出机系统
8.缠绕成型
缠绕成型是指在控制张力和预定线型的条件下,以浸有树脂胶液的连续丝缠绕到芯模或模具上来成型增强塑料制品。这种方法只适于制造圆柱形和球形等回转体。常用的树脂有酚醛树脂、环氧树脂、不饱和聚酯树脂等。玻璃纤维是缠绕成型常用的增强材料,它有两种:有捻纤维和无捻纤维。
9. 层压成型
层压成型是指用或不用粘结剂,借加热、加压把相同或不相同材料的两层或多层结合为整体的方法。层压成型常用层压机操作,这种压机的动压板和定压板之间装有多层可浮动热压板。层压成型常用的增强材料有棉布、玻璃布、纸张、石棉布等,树脂有酚醛、环氧、不饱和聚酯以及某些热塑性树脂。
10. 涂覆成型
涂覆成型是指为了防腐、绝缘、装饰等目的,以液体或粉末形式在织物、纸张、金属箔或板等物体表面上涂盖塑料薄层(例如.0.3毫米以下)的方法。涂覆法最常用的塑料一般是热塑性塑料,如聚乙烯、聚氯乙烯、聚酰胺、聚乙烯醇、聚三氟氯乙烯等。也有热固性塑料,如对金属的环氧粉末热喷涂防腐。涂覆工艺有热熔敷、流化喷涂、火焰喷涂、静电喷涂和等离子喷涂。
11. 浇铸成型
浇铸成型是指在不加压或稍加压的情况下,将液态单体、树脂或其混合物注入模内并使其成为固态制品的方法。浇铸法分为静态浇铸、嵌铸、离心浇铸、搪塑、旋转铸塑、滚塑和流延铸塑等。
搪塑成型
搪塑又称为涂凝成型。它是用糊塑料制造空心软质制品(如玩具)的一种重要方法。其方法是将糊塑料(塑性溶胶)倾倒入预先加热至一定温度的模具(凹模或阴模)中,接近模腔内壁的糊塑料即会因受热而胶凝,然后将没有胶凝的糊塑料倒出,并将附在模腔内壁上的糊塑料进行热处理(烘熔),再经冷却即可从模具中取得空心制品。
图:搪塑成型原理
滚塑
滚塑成型是先将塑料原料加入模具中,然后模具沿两垂直轴不断旋转并使之加热,使模内的塑料原料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为所需要的形状,再经冷却定型、脱模,最后获得制品。典型产品:家具,玩具等。
图:滚塑成型原理
12.滴塑成型
滴塑成型是利用热塑性高分子材料具有状态可变的特性,即在一定条件下具有黏流性,而常温下又可恢复固态的特性,并使用适当的方法和专门的工具喷墨,在其黏流状态下按要求塑造成设计的形态,然后在常温下固化成型。典型产品:塑胶手套,避孕套,气球,绝缘橡胶产品等
13.低压成型
使用成型压力等于或低于1.4MPa的模压或层压方法。低压成型用于制造增强塑料制品。增强材料如玻璃纤维、纺织物、石棉、纸、碳纤维等。常用的树脂绝大多数是热固性的,如酚醛、环氧、氨基、不饱和聚酯、有机硅等树脂。低压成型方法主要有袋压法、喷射法两种。
14.IMD(In Mold Decoration)成型
IMD模内装饰技术就是将已印刷成型好的装饰片材放入注塑模内,然后将树胶注射在成型片材的背面,使树脂与片材接合成一体固化成型的技术。IMD是在注射成型的同时进行镶件加饰的技术,产品是和装饰承印材覆合成为一体,对立体状的成形品全体可进行加饰印刷,使产品达到装饰性与功能性于一身的效果。
图:模内装饰技术原理
15. 手糊成型
手糊成型又称手工裱糊成型、接触成型,是制造增强塑料制品的方法之一。该法是在涂好脱模剂的模具上,用手工一边铺设增强材料一边涂刷树脂直到所需厚度为止,然后通过固化和脱模而取得制品。手糊成型中采用的合成树脂主要是环氧树脂和不饱和聚酯树脂。增强材料有玻璃布、无捻粗纱方格布、玻璃毡等。
图:手糊成型工艺
16.挤拉成型
挤拉成型是热固性纤维增强塑料的成型方法之一。用于生产断面形状固定不变,长度不受限制的型材。成型工艺是将浸渍树脂胶液的连续纤维经加热模拉出,然后再通过加热室使树脂进一步固化而制备具有单向高强度连续增强塑料型材。通常用于挤拉成型的树脂有不饱和聚酯、环氧和有机硅三种。其中不饱和聚酯树脂用得最多。挤拉成型机通常由纤维排布装置、树脂槽、预成型装置、口模及加热装置、牵引装置和切割设备等组成。
17.传递模塑(压注成型)
传递模塑是热固性塑料的一种成型方式,模塑时先将模塑料在加热室加热软化,然后压入巳被加热的模腔内固化成型。
传递模塑按设备不同有工种形式:①活板式;② 罐式;③ 柱塞式。传递模塑对塑料的要求是:在未达到固化温度前,塑料应具有较大的流动性,达到固化温度后,又须具有较快的固化速率。能符合这种要求的有酚醛、三聚氰胺甲醛和环氧树脂等。
18.冷压模塑
冷压模塑又叫冷压烧结成型,和普通压缩模塑的不同点是在常温下使物料加压模塑。脱模后的模塑品可再行加热或借助化学作用使其固化。该法多用于聚四氟乙烯的成型,也用于某些耐高温塑料(如聚酰亚胺等)。一般工艺过程为制坯-烧结-冷却三个步骤。
19.蘸塑成型
蘸塑成型是指将欲成型的产品模型蘸入塑料糊中,取出后进行固化即可得到跟模型形状一样的中空产品。与浇注成型的区别是将成型材料蘸在模具外部,而浇注则是模具内部。蘸塑通常用于糊塑料加工制造中空形装的成品,如一次性手套、罩盖、涂布基材、耐割手套、装饰套、计生用品和家庭用品。医疗用的PVC手套也是用蘸塑法生产的。粘度是这种加工方法的关键,需要控制以得到稳定的产品质量。