上海医疗器械展会激光加工聚焦:飞秒激光微孔加工技术在医用级聚合物管材中的应用探究(上)
2024-02-26
医用级聚合物是全球医疗生态系统的关键组成部分。从外科器械到植入物和导管,聚合物被用于一系列设备中。全球医用聚合物市场预计到2024年将超过240亿美元。医用级聚合物管材具有优异的灭菌能力、耐用性、耐化学性、韧性和生物相容性等优点,在各种医疗器械与仪器中都是必不可少的组成材料。此类管材在尖端医疗领域应用广泛,如导管、导丝、药物输送系统、排尿系统等。
但是,并非所有聚合物材料均适用于医疗和卫生领域。为确保安全性并符合美国食品药品监督管理局(FDA)相关规定和标准,仅有小部分材料符合标准,能够进行加工,作为合适的医用级管材生产使用。
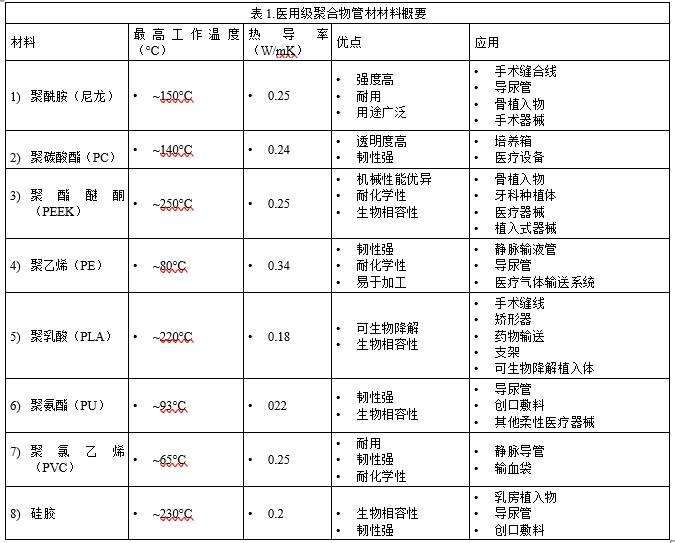
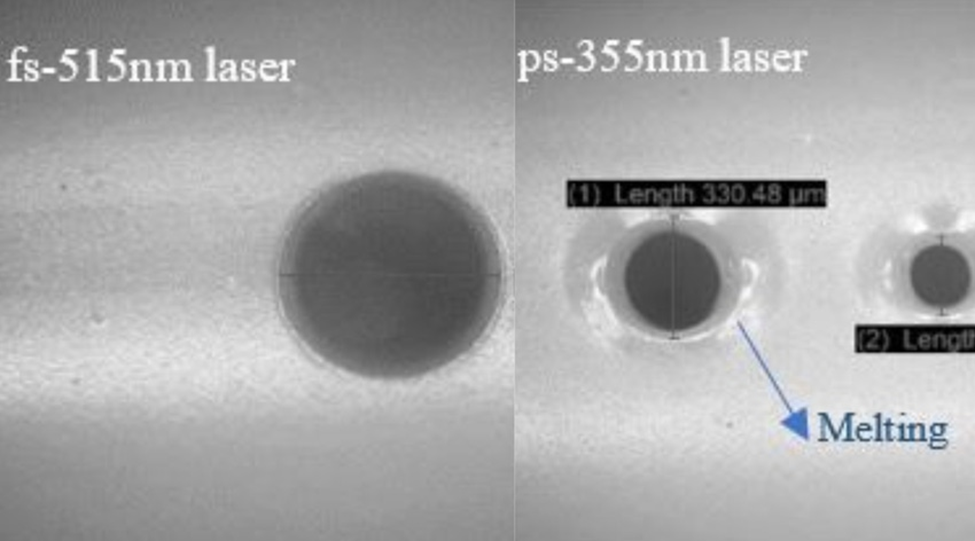
表1概述了在医用级聚合物管材生产中广泛使用的材料,表明其在医疗行业中的重要作用。
医疗级聚合物管材行业的飞速发展主要归因于市场对高成本效益的医疗器械的需求增加,以及医药和保健领域的大规模扩展。锡安市场研究公司(ZMR)发表的一份市场分析报告显示,2021年医疗级聚合物管材市场的预估规模约为105亿美元。上海医疗器械展会Medtec China 了解到,该市场将继续保持强劲增长,到2030年将达到170亿美元左右,预计2022年至2030年期间的年均增长率为5.5%。
加工医疗级聚合物管材(如钻孔和切割)时,确保在生产过程中不引入有害物质是首要标准。因此在整个加工过程中,外围材料的完整性至关重要。
众所周知,导管、药物输送球囊、支架和静脉导管等各种介入医疗器械,均需要在直径几毫米的软质和薄壁管材上制造直径小于1毫米的微小孔洞。由于需要非常锋利且微小的切割头进行作业,对于传统的机械钻孔工具来说极具挑战。相比之下,激光技术作为一种非接触工具,能够将激光束聚焦到目标的几微米处,通过消融进行精密钻孔。
首先需要解决的问题是选择一个适合聚合物加工的激光源。聚合物材料展现出独特的有机化学结构,具有显著化学键,包括C-C/C=C/C≡C,C-O/C=O,C-N,C-H,C-Si,N-O/N=O,H-O,Si-O等(参见表2)。这些属性导致聚合物材料往往质地较软、熔点较低。实现无瑕加工的关键在于尽可能地降低热影响。因此,“冷加工”技术必不可少。
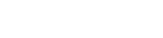
目前有两种激光技术可以实现“冷加工”(见图1)。一种是光化学消融,利用深紫外(UV)激光(波长<300 nm)来断裂化学键(参见表2)。 另一种则利用超快激光,如皮秒(ps)和飞秒(fs)激光,在材料熔化前实现消融。
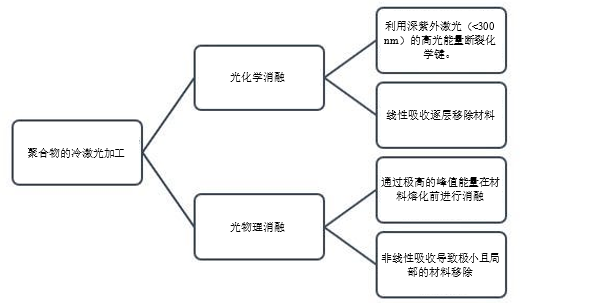
由于在深紫外激光器的使用中存在维护费用较高且加工效率低下的缺陷,其在聚合物医疗器械加工中的使用频率正在降低。相比较下,飞秒激光器逐渐成为替代方案的首选,尤其是在医用级聚合物管材的精细微孔激光加工方面。本文将讨论医用级聚合物管材的激光钻孔和切割。
激光加工技术不仅可以应用在管材的制造,还可以切割支架等,医用激光加工领域未来商机无限,如果您也专注于医疗激光制造加工,上海医疗器械展会Medtec China 16大展区值得加入,从医用材料(高分子/复合材料)及其部件,金属材料/无机非金属材料及其部件加工,粘结剂,粘结产品,到管件和挤压加工产品展区。共有近千家企业入驻,截至目前,目前Medtec China 2024 展位正在销售中,预计将吸引近80,000+人次观众前来参观,点击立刻参展
实验
在本研究中,我们对医疗领域中常用的四种聚合物材料进行了测试:聚氨酯(PU)、硅胶、聚乳酸(PLA)和聚酰胺(尼龙)。我们在传统的AOC2000系列管材微加工系统中加装了AOC的专业飞秒(约400 fs)- 515 nm激光器。该系统配备了一个光栅扫描仪和F-θ透镜钻孔模块。此外,我们还使用了AOFemto “支架型”管材切割系统,该系统具有静止切割头,如图2所示。
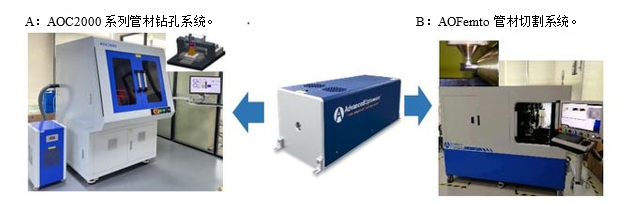
图2.AOC fs-515 nm激光钻孔与切割系统。
上海医疗器械展会Medtec China 同时也了解到由于聚合物低熔点<250 ℃(如表1中的参考),要求飞秒激光的冷加工过程十分精细。精确控制激光加工参数对于将影响应降至聚合物熔点以下至关重要。脉冲能量和脉冲重复率这两个激光参数在整个加工过程中起着关键作用。从大量的飞秒激光对聚合物的消融研究中,我们可以总结出一些经验和指导原则。建议保持脉冲能量≤1-2 uJ/p和脉冲重复率小于100 kHz,以防止热量积累。该建议源于飞秒激光脉冲形状的固有特性和聚合物的低热导率,如表1所示。详细情况会在后续部分介绍。
图3展示了fs激光脉冲时间特征的示意图。脉冲宽度通过两种不同的方法进行量化:从t3到t4的半高全宽(FWHM)标准和从t2到t5的1/e2标准。此外,脉冲还有一个扩展部分,从t1到t2和t5到t6,标记为“翼”,这一部分的能量显著较低,但是从t1到t6的时间宽度更宽,可延伸到皮秒(ps)范围。随着总脉冲能量的增加,翼部分的能量含量也按比例增加。这种现象导致系统出现热影响。
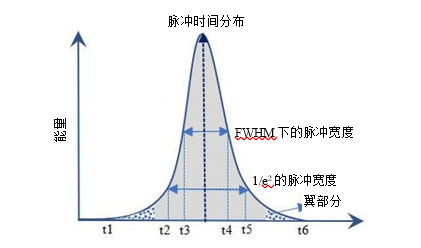
图3.图示表示飞秒激光脉冲的时间特征示意图